全国咨询热线
全国咨询热线


辊面修复的质量直接关系到其所生产产品的品质,上海金桓露严格按照以下流程实施,做到修复如新:
v 基础检查:辊体到我司工厂后,首先对辊体初步外观及内轴线圈的绝缘等数据分析,确认辊筒表面损伤程度,查看内部轴承转动情况,然后,进行升温测试,确认辊筒温度是否在技术规格范围之内。如温度与规格有误差,需与客户确认是否要对此进行修复。
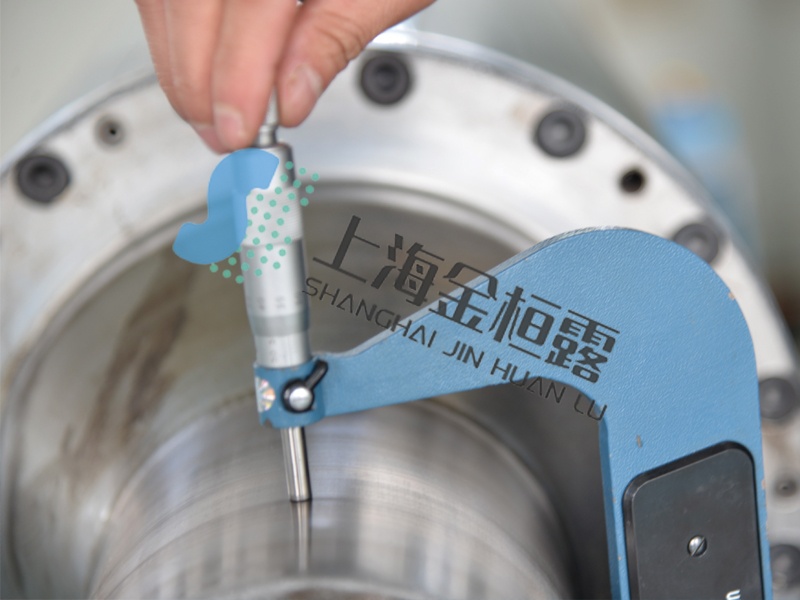
v 机械检查:将辊体放到磨床上检测机械精度及表面粗糙度,以确认辊筒原始精度。
v 辊面修复:将辊体内轴拆出,并将辊体外壳重新安装好,将辊体镀层磨掉,然后查看是否需要补焊。补焊后,再次将辊体磨至需要的精度。
v 电镀或者喷涂:将磨好的辊体发电镀厂家重新电镀,或者是重新进行喷涂。
v 再次修磨:将电镀好的辊体放到磨床上进行精磨,修磨至需要的机械精度附近(如果是喷涂特氟龙,无需再次修磨)。
v 辊面精磨:将加热辊内轴安装好,再次到磨床上进行精磨、抛光(如果是喷涂特氟龙,则无此工序)。
v 升温确认:对辊筒按照我司首次升温的技术要求缓慢升温,达到规范要求的温度区间,确认温度精度达标。
v 机械测量:辊筒降温至常温后,再次检测机械精度,确认其指标与升温前是否有差异,如有差异需要再次精磨和抛光(如果是喷涂特氟龙,则无此工序)。
v 重复测试:重复上一个步骤3次,直到每一次测试的机械和温度数据均一致方可认为合格。